

D077儀表板沖孔設(shè)備3D模型_SolidWorks/ProE/UG(NX)/Catia設(shè)計_step(stp)文件下載
儀表板沖孔機(jī)目 錄
一、概述 1
二、主要技術(shù)參數(shù) 1
2.1總體參數(shù) 1
2.2工作環(huán)境 1
三、設(shè)備組成 1
3.1機(jī)械部分 1
3.2氣動系統(tǒng) 2
3.3電氣系統(tǒng) 3
四、操作與使用 3
4. 1操作準(zhǔn)備...............................................................................................................................3
4. 2電氣操作...............................................................................................................................3
4. 3手動模式................................................................................................................................4
4. 4自動模式................................................................................................................................5
4. 5參數(shù)設(shè)置................................................................................................................................6
五、操做流程 6
六、維護(hù)與維修 6
6.1機(jī)械部分的維護(hù)與維修 7
6.2氣動系統(tǒng)的維護(hù)與維修 7
6.3控制系統(tǒng)的維護(hù)與維修 7
七、安裝說明 7
八、附件/易損件/備件 7
九、提供資料 8
十、附錄(電氣原理圖)....................................................................................................................8
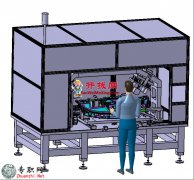
一、概述
此設(shè)備用于生產(chǎn)車間,主要適用D077產(chǎn)品兩側(cè)通風(fēng)口沖孔和正面Ø7線束孔鉆孔工作。除D077產(chǎn)品外此設(shè)備不適用其它產(chǎn)品,沖孔工作為自動,鉆孔工作為半自動。
二、主要技術(shù)參數(shù)
2.1總體參數(shù)
設(shè)備型號: ZKBC-WL-001
最大外形尺寸: 2900mm×1650mm×2200mm(長×寬×高)
總重: 約4.5 t
電機(jī)功率: 2.5 kW
氣液缸最大輸出力: 10t
加熱溫度: 小于60℃
生產(chǎn)節(jié)拍: 110秒/件
噪音: ≤60db
2.2工作環(huán)境
供電電壓: AC220V±10%;50Hz±2%
相對濕度: ≤95%RH
工作溫度: 0~40℃
壓縮空氣壓力: 0.6MPa
三、設(shè)備組成
本設(shè)備的主要組成部分可分為,機(jī)械部分、氣動系統(tǒng)和電氣系統(tǒng)。
3.1機(jī)械部分
本設(shè)備主要由底座、伺服運動系統(tǒng)、定位機(jī)構(gòu)、沖壓系統(tǒng)、溫度控制系統(tǒng)和鉆孔機(jī)構(gòu)等部分組成。
3.1.1底座
底座采用120x120方鋼管與50mm厚度鐵板焊接制作,可承受較大外力,保證設(shè)備在沖壓及使用過程中不發(fā)生變形。底座使用可調(diào)地腳支撐,上下可調(diào)高度100mm。
3.1.2私服運動系統(tǒng)
私服運動系統(tǒng)主要由伺服電機(jī) 滾珠絲杠 胎具和夾緊氣缸組成。伺服電機(jī)與滾珠絲杠使用聯(lián)軸器連接,運動部分精度可達(dá)到0.015mm。胎具上安裝有檢測產(chǎn)品存在的傳感器,不安裝產(chǎn)品時設(shè)備無法啟動,放入產(chǎn)品時要保證各定位點準(zhǔn)確定位,產(chǎn)品放入到位,避免運動時與其它部分干涉。
3.1.3定位機(jī)構(gòu)
定位機(jī)構(gòu)包括安裝在設(shè)備底座上的兩個頂出氣缸和定位套 定位銷組成,定位機(jī)構(gòu)起到二次定位胎具及承受系統(tǒng)側(cè)向剪切應(yīng)力的作用,可以起到提高胎具定位精度保護(hù)直線導(dǎo)軌及滾珠絲杠的作用。
3.1.4沖壓系統(tǒng)
沖壓系統(tǒng)是完成設(shè)備沖壓的主要部分,其中包括左右兩個單獨部分,兩個部分使用龍門梁固定在設(shè)備底座上,每個部分包括氣液增壓缸 浮動接頭組件 導(dǎo)柱導(dǎo)套及沖頭組成。
3.1.5溫度控制系統(tǒng)
溫度控制系統(tǒng)由加熱板 加熱棒和溫度傳感器組成,加熱系統(tǒng)的作用是給沖頭加熱,由冷切變成熱切以減少切邊毛刺。加熱系統(tǒng)加熱溫度小于60℃,溫度傳感器分辨率為0.1℃。
3.1.6鉆孔機(jī)構(gòu)
鉆孔機(jī)構(gòu)為半自動設(shè)計,其中包括無桿氣缸 直線導(dǎo)軌 氣動鉆 直線軸承和緩沖器等部分。機(jī)構(gòu)左右運動為自動,鉆孔動作為手動工作。
3.2氣動系統(tǒng)
氣動系統(tǒng)主要起到控制、定位作用,
氣源處理部分包括過濾,油水分離和壓力調(diào)整功能。控制部分主要是電磁換向閥,由可編程控制器(PLC)集中控制,用戶通過操作按鈕便可以實現(xiàn)對執(zhí)行元件動作控制。執(zhí)行元件為氣缸,通過氣缸的運動來實現(xiàn)定位和沖壓等功能。
3.3電氣系統(tǒng)
本系統(tǒng)由伺服電機(jī)、伺服控制器、PLC等組成,通過PLC進(jìn)行控制,詳情可參照電氣原理圖和程序流程圖。
四、操作與使用
4.1、操作準(zhǔn)備::
1)、使用前應(yīng)檢查系統(tǒng)中各類零部件是否在正確位置,
2)、氣液缸油面是否在液位計指示范圍。
3)、各管道接口、緊固螺釘?shù)扔袩o松動。
4)、后側(cè)檢修門是否關(guān)閉。
5)、各運動部分是否處于原始位置;
6)、檢查工位上有無人和雜物。設(shè)備底下不能有人。
以上若一切正常即可投入運行。在設(shè)備使用過程中,工位內(nèi)同樣不能堆放任何雜物,設(shè)備底下不能進(jìn)人.操作過程中如發(fā)現(xiàn)任何異常,應(yīng)停機(jī)檢查,待故障排除后再投入運行.
4.2電氣操作
1. 設(shè)備在調(diào)試前操作人員對該設(shè)備各部位進(jìn)行檢查以確保設(shè)備調(diào)試正常進(jìn)行。
2. 接地:設(shè)備應(yīng)設(shè)置接地以保護(hù)設(shè)備,接地電阻要小于0.5歐姆。
3. 在所有電源線,氣動管路接通后,接通主電源,在設(shè)備電氣箱上閉合空氣開關(guān)。
4. 合上配電盒里面短路器,給設(shè)備送電。
5. 旋轉(zhuǎn)面板上設(shè)備上電鑰匙開關(guān),按面板上上電按鈕,上電開機(jī)。
6. 等待設(shè)備開機(jī),正常情況下開機(jī)耗時30秒。
7. 開機(jī)完成標(biāo)志:
開機(jī)畫面結(jié)束后自動跳轉(zhuǎn)到手動或自動畫面。
注:
開機(jī)完成后所顯示的畫面由手動自動轉(zhuǎn)換開關(guān)的狀態(tài)決定。
當(dāng)面板上復(fù)位指示燈長亮不滅時,查看系統(tǒng)狀態(tài)顯窗口是否提示錯誤信息。
4.3手動模式
1.將“手動/自動”選擇開關(guān)選擇手動,畫面跳轉(zhuǎn)手動畫面。手動畫面選擇相應(yīng)的執(zhí)行狀態(tài),然后按“手動前進(jìn)”與“手動后退”進(jìn)行操作。
2. 手動模式下,可進(jìn)行參數(shù)設(shè)置,及各狀態(tài)位查看。
3. 定位:
(1)在手動模式下,點擊“壓緊缸緊松”,按手動前進(jìn)按鈕,使壓緊缸處于壓緊狀態(tài),點擊“伺服電機(jī)進(jìn)退”,按手動前進(jìn)或后退,將電機(jī)運行至沖孔位置,點擊“頂升缸升降”按手動前進(jìn)和手動后退按鈕,觀察頂升缸是否自如升降,如有偏差,調(diào)整電機(jī)前后位置。
手動界面
(2)在手動模式下,點擊“伺服調(diào)整”,進(jìn)入伺服調(diào)整畫面,保證壓緊缸壓緊狀態(tài),增壓缸升起狀態(tài),頂升缸下降狀態(tài),依次點擊“數(shù)據(jù)初始化”,“定位啟動”
等設(shè)備停止在原點時,記下脈沖數(shù),再將所記脈沖數(shù)除以2900,將結(jié)果輸入“位移量設(shè)定”數(shù)值輸入中。(出廠設(shè)置大約520mm左右)
定位調(diào)整
4.4自動模式
1. 將“手動/自動”選擇開關(guān)選擇自動,畫面跳轉(zhuǎn)自動畫面。
2. 放上工件,按雙手啟動按鈕,滑動缸滑動缸到位,手動握住啟動轉(zhuǎn)動把手,進(jìn)行沖孔。
3. 沖孔結(jié)束,再一次按雙手啟動按鈕,滑動缸退回,自動運行啟動,自動運行全程光柵保護(hù),切勿遮擋光柵。如若遮擋,按復(fù)位按鈕1秒后松開,自動回原點,在開始操作。
4.5參數(shù)設(shè)置
1.參數(shù)出廠時已設(shè)置完畢,不可隨意更改。
2.溫度報警值設(shè)置時要大于溫度設(shè)定上限值。
3.密碼為888888。
五、操做流程。
工作開始 啟動控制柜及觸摸屏電源 放入工件 按雙手啟動按鈕 鉆孔機(jī)構(gòu)到位 手動鉆孔 完畢后再次按雙手啟動按鈕 夾緊氣缸夾緊 胎具運動到工作位置 定位機(jī)構(gòu)頂出定位 沖壓部分沖壓 沖壓部分退回 定位機(jī)構(gòu)退回 胎具退回到原始位置 夾緊氣缸打開 取下工件 (更詳細(xì)見電氣流程圖)
六、維護(hù)與維修
設(shè)備應(yīng)保持清潔整齊,工作臺面不亂放雜物;無關(guān)人員不得隨意亂動設(shè)備。
嚴(yán)格遵守說明書的有關(guān)規(guī)定,做到調(diào)整及操作準(zhǔn)確。
該設(shè)備在運行過程中應(yīng)對各元、輔件的更換情況,故障處理情況做出詳細(xì)記錄,以便于以后的維修、保養(yǎng)及故障分析。
6.1機(jī)械部分的維護(hù)與維修
設(shè)備各運轉(zhuǎn)部份(絲杠、直線導(dǎo)軌,軸承等),應(yīng)定期潤滑。增壓缸油面低于最低刻線時要及時注入液壓油。
6.2氣動系統(tǒng)的維護(hù)與維修
定期檢查氣動三聯(lián)件的壓力,并及時排水要經(jīng)常檢查氣動管路和接頭是否有漏氣和損壞的地方,發(fā)現(xiàn)有,要及時更換。
6.3控制系統(tǒng)的維護(hù)與維修
6.4.1經(jīng)常保持電氣箱內(nèi)、外干燥;
6.4.2每半年進(jìn)行一次電氣系統(tǒng)的檢修及維護(hù):
清除配電箱及控制盒中的灰塵;
檢查接線端子是否松動或脫落;特別是大功率接頭,防止松動打火,釀成事故;
檢查導(dǎo)線絕緣皮是否有老化開裂現(xiàn)象。
6.4.3電氣維修必須由專業(yè)人員進(jìn)行;
七、安裝說明
設(shè)備運抵施工現(xiàn)場后應(yīng)仔細(xì)打開包裝箱,并按裝箱單仔細(xì)檢查貨物數(shù)量、有無損壞現(xiàn)象,并應(yīng)及時與我公司聯(lián)系。
氣動系統(tǒng)拆箱后應(yīng)確保各部分的所有外露口堵蓋或包扎,在設(shè)備安裝、配管前不得脫落,以免對系統(tǒng)造成污染。
搬運時應(yīng)注意安全,吊車或鏟車承重足夠,吊裝運輸不得損壞表面涂漆層。
設(shè)備應(yīng)安裝在干燥通風(fēng)的環(huán)境中,遠(yuǎn)離強(qiáng)電磁干擾和腐蝕性介質(zhì)。
將設(shè)備各部分按設(shè)計圖將其固定牢靠,不得松動,以免影響其使用性能。
八、附件/易損件/備件
序號 名稱 型號 數(shù)量 制造商 備注
1 沖頭及刀口 非標(biāo) 4 自制
2 滾珠絲杠 C-BSSH2510-800 1套 MISUMI
3 氣動鉆安裝扳手 YBLX-ME/8112 1 巨霸
九、提供資料
9.1 設(shè)備三維圖
9.2 設(shè)備二維圖
9.3 氣動系統(tǒng)圖
9.4 電氣原理圖
9.5 重要外購件的說明書、合格證
附錄1:電氣原理圖
主電路原理圖
伺服電機(jī)原理圖
伺服控制器原理圖
PLC輸入原理圖
PLC輸入原理圖
PLC輸出原理圖1
PLC輸出原理圖2
PLC輸出原理圖3
模擬量輸入電路
電控柜
原件布局圖

儀表板沖孔機(jī)目 錄
一、概述 1
二、主要技術(shù)參數(shù) 1
2.1總體參數(shù) 1
2.2工作環(huán)境 1
三、設(shè)備組成 1
3.1機(jī)械部分 1
3.2氣動系統(tǒng) 2
3.3電氣系統(tǒng) 3
四、操作與使用 3
4. 1操作準(zhǔn)備...............................................................................................................................3
4. 2電氣操作...............................................................................................................................3
4. 3手動模式................................................................................................................................4
4. 4自動模式................................................................................................................................5
4. 5參數(shù)設(shè)置................................................................................................................................6
五、操做流程 6
六、維護(hù)與維修 6
6.1機(jī)械部分的維護(hù)與維修 7
6.2氣動系統(tǒng)的維護(hù)與維修 7
6.3控制系統(tǒng)的維護(hù)與維修 7
七、安裝說明 7
八、附件/易損件/備件 7
九、提供資料 8
十、附錄(電氣原理圖)....................................................................................................................8
一、概述
此設(shè)備用于生產(chǎn)車間,主要適用D077產(chǎn)品兩側(cè)通風(fēng)口沖孔和正面Ø7線束孔鉆孔工作。除D077產(chǎn)品外此設(shè)備不適用其它產(chǎn)品,沖孔工作為自動,鉆孔工作為半自動。
二、主要技術(shù)參數(shù)
2.1總體參數(shù)
設(shè)備型號: ZKBC-WL-001
最大外形尺寸: 2900mm×1650mm×2200mm(長×寬×高)
總重: 約4.5 t
電機(jī)功率: 2.5 kW
氣液缸最大輸出力: 10t
加熱溫度: 小于60℃
生產(chǎn)節(jié)拍: 110秒/件
噪音: ≤60db
2.2工作環(huán)境
供電電壓: AC220V±10%;50Hz±2%
相對濕度: ≤95%RH
工作溫度: 0~40℃
壓縮空氣壓力: 0.6MPa
三、設(shè)備組成
本設(shè)備的主要組成部分可分為,機(jī)械部分、氣動系統(tǒng)和電氣系統(tǒng)。
3.1機(jī)械部分
本設(shè)備主要由底座、伺服運動系統(tǒng)、定位機(jī)構(gòu)、沖壓系統(tǒng)、溫度控制系統(tǒng)和鉆孔機(jī)構(gòu)等部分組成。
3.1.1底座
底座采用120x120方鋼管與50mm厚度鐵板焊接制作,可承受較大外力,保證設(shè)備在沖壓及使用過程中不發(fā)生變形。底座使用可調(diào)地腳支撐,上下可調(diào)高度100mm。
3.1.2私服運動系統(tǒng)
私服運動系統(tǒng)主要由伺服電機(jī) 滾珠絲杠 胎具和夾緊氣缸組成。伺服電機(jī)與滾珠絲杠使用聯(lián)軸器連接,運動部分精度可達(dá)到0.015mm。胎具上安裝有檢測產(chǎn)品存在的傳感器,不安裝產(chǎn)品時設(shè)備無法啟動,放入產(chǎn)品時要保證各定位點準(zhǔn)確定位,產(chǎn)品放入到位,避免運動時與其它部分干涉。
3.1.3定位機(jī)構(gòu)
定位機(jī)構(gòu)包括安裝在設(shè)備底座上的兩個頂出氣缸和定位套 定位銷組成,定位機(jī)構(gòu)起到二次定位胎具及承受系統(tǒng)側(cè)向剪切應(yīng)力的作用,可以起到提高胎具定位精度保護(hù)直線導(dǎo)軌及滾珠絲杠的作用。
3.1.4沖壓系統(tǒng)
沖壓系統(tǒng)是完成設(shè)備沖壓的主要部分,其中包括左右兩個單獨部分,兩個部分使用龍門梁固定在設(shè)備底座上,每個部分包括氣液增壓缸 浮動接頭組件 導(dǎo)柱導(dǎo)套及沖頭組成。
3.1.5溫度控制系統(tǒng)
溫度控制系統(tǒng)由加熱板 加熱棒和溫度傳感器組成,加熱系統(tǒng)的作用是給沖頭加熱,由冷切變成熱切以減少切邊毛刺。加熱系統(tǒng)加熱溫度小于60℃,溫度傳感器分辨率為0.1℃。
3.1.6鉆孔機(jī)構(gòu)
鉆孔機(jī)構(gòu)為半自動設(shè)計,其中包括無桿氣缸 直線導(dǎo)軌 氣動鉆 直線軸承和緩沖器等部分。機(jī)構(gòu)左右運動為自動,鉆孔動作為手動工作。
3.2氣動系統(tǒng)
氣動系統(tǒng)主要起到控制、定位作用,
氣源處理部分包括過濾,油水分離和壓力調(diào)整功能。控制部分主要是電磁換向閥,由可編程控制器(PLC)集中控制,用戶通過操作按鈕便可以實現(xiàn)對執(zhí)行元件動作控制。執(zhí)行元件為氣缸,通過氣缸的運動來實現(xiàn)定位和沖壓等功能。
3.3電氣系統(tǒng)
本系統(tǒng)由伺服電機(jī)、伺服控制器、PLC等組成,通過PLC進(jìn)行控制,詳情可參照電氣原理圖和程序流程圖。
四、操作與使用
4.1、操作準(zhǔn)備::
1)、使用前應(yīng)檢查系統(tǒng)中各類零部件是否在正確位置,
2)、氣液缸油面是否在液位計指示范圍。
3)、各管道接口、緊固螺釘?shù)扔袩o松動。
4)、后側(cè)檢修門是否關(guān)閉。
5)、各運動部分是否處于原始位置;
6)、檢查工位上有無人和雜物。設(shè)備底下不能有人。
以上若一切正常即可投入運行。在設(shè)備使用過程中,工位內(nèi)同樣不能堆放任何雜物,設(shè)備底下不能進(jìn)人.操作過程中如發(fā)現(xiàn)任何異常,應(yīng)停機(jī)檢查,待故障排除后再投入運行.
4.2電氣操作
1. 設(shè)備在調(diào)試前操作人員對該設(shè)備各部位進(jìn)行檢查以確保設(shè)備調(diào)試正常進(jìn)行。
2. 接地:設(shè)備應(yīng)設(shè)置接地以保護(hù)設(shè)備,接地電阻要小于0.5歐姆。
3. 在所有電源線,氣動管路接通后,接通主電源,在設(shè)備電氣箱上閉合空氣開關(guān)。
4. 合上配電盒里面短路器,給設(shè)備送電。
5. 旋轉(zhuǎn)面板上設(shè)備上電鑰匙開關(guān),按面板上上電按鈕,上電開機(jī)。
6. 等待設(shè)備開機(jī),正常情況下開機(jī)耗時30秒。
7. 開機(jī)完成標(biāo)志:
開機(jī)畫面結(jié)束后自動跳轉(zhuǎn)到手動或自動畫面。
注:
開機(jī)完成后所顯示的畫面由手動自動轉(zhuǎn)換開關(guān)的狀態(tài)決定。
當(dāng)面板上復(fù)位指示燈長亮不滅時,查看系統(tǒng)狀態(tài)顯窗口是否提示錯誤信息。
4.3手動模式
1.將“手動/自動”選擇開關(guān)選擇手動,畫面跳轉(zhuǎn)手動畫面。手動畫面選擇相應(yīng)的執(zhí)行狀態(tài),然后按“手動前進(jìn)”與“手動后退”進(jìn)行操作。
2. 手動模式下,可進(jìn)行參數(shù)設(shè)置,及各狀態(tài)位查看。
3. 定位:
(1)在手動模式下,點擊“壓緊缸緊松”,按手動前進(jìn)按鈕,使壓緊缸處于壓緊狀態(tài),點擊“伺服電機(jī)進(jìn)退”,按手動前進(jìn)或后退,將電機(jī)運行至沖孔位置,點擊“頂升缸升降”按手動前進(jìn)和手動后退按鈕,觀察頂升缸是否自如升降,如有偏差,調(diào)整電機(jī)前后位置。
手動界面
(2)在手動模式下,點擊“伺服調(diào)整”,進(jìn)入伺服調(diào)整畫面,保證壓緊缸壓緊狀態(tài),增壓缸升起狀態(tài),頂升缸下降狀態(tài),依次點擊“數(shù)據(jù)初始化”,“定位啟動”
等設(shè)備停止在原點時,記下脈沖數(shù),再將所記脈沖數(shù)除以2900,將結(jié)果輸入“位移量設(shè)定”數(shù)值輸入中。(出廠設(shè)置大約520mm左右)
定位調(diào)整
4.4自動模式
1. 將“手動/自動”選擇開關(guān)選擇自動,畫面跳轉(zhuǎn)自動畫面。
2. 放上工件,按雙手啟動按鈕,滑動缸滑動缸到位,手動握住啟動轉(zhuǎn)動把手,進(jìn)行沖孔。
3. 沖孔結(jié)束,再一次按雙手啟動按鈕,滑動缸退回,自動運行啟動,自動運行全程光柵保護(hù),切勿遮擋光柵。如若遮擋,按復(fù)位按鈕1秒后松開,自動回原點,在開始操作。
4.5參數(shù)設(shè)置
1.參數(shù)出廠時已設(shè)置完畢,不可隨意更改。
2.溫度報警值設(shè)置時要大于溫度設(shè)定上限值。
3.密碼為888888。
五、操做流程。
工作開始 啟動控制柜及觸摸屏電源 放入工件 按雙手啟動按鈕 鉆孔機(jī)構(gòu)到位 手動鉆孔 完畢后再次按雙手啟動按鈕 夾緊氣缸夾緊 胎具運動到工作位置 定位機(jī)構(gòu)頂出定位 沖壓部分沖壓 沖壓部分退回 定位機(jī)構(gòu)退回 胎具退回到原始位置 夾緊氣缸打開 取下工件 (更詳細(xì)見電氣流程圖)
六、維護(hù)與維修
設(shè)備應(yīng)保持清潔整齊,工作臺面不亂放雜物;無關(guān)人員不得隨意亂動設(shè)備。
嚴(yán)格遵守說明書的有關(guān)規(guī)定,做到調(diào)整及操作準(zhǔn)確。
該設(shè)備在運行過程中應(yīng)對各元、輔件的更換情況,故障處理情況做出詳細(xì)記錄,以便于以后的維修、保養(yǎng)及故障分析。
6.1機(jī)械部分的維護(hù)與維修
設(shè)備各運轉(zhuǎn)部份(絲杠、直線導(dǎo)軌,軸承等),應(yīng)定期潤滑。增壓缸油面低于最低刻線時要及時注入液壓油。
6.2氣動系統(tǒng)的維護(hù)與維修
定期檢查氣動三聯(lián)件的壓力,并及時排水要經(jīng)常檢查氣動管路和接頭是否有漏氣和損壞的地方,發(fā)現(xiàn)有,要及時更換。
6.3控制系統(tǒng)的維護(hù)與維修
6.4.1經(jīng)常保持電氣箱內(nèi)、外干燥;
6.4.2每半年進(jìn)行一次電氣系統(tǒng)的檢修及維護(hù):
清除配電箱及控制盒中的灰塵;
檢查接線端子是否松動或脫落;特別是大功率接頭,防止松動打火,釀成事故;
檢查導(dǎo)線絕緣皮是否有老化開裂現(xiàn)象。
6.4.3電氣維修必須由專業(yè)人員進(jìn)行;
七、安裝說明
設(shè)備運抵施工現(xiàn)場后應(yīng)仔細(xì)打開包裝箱,并按裝箱單仔細(xì)檢查貨物數(shù)量、有無損壞現(xiàn)象,并應(yīng)及時與我公司聯(lián)系。
氣動系統(tǒng)拆箱后應(yīng)確保各部分的所有外露口堵蓋或包扎,在設(shè)備安裝、配管前不得脫落,以免對系統(tǒng)造成污染。
搬運時應(yīng)注意安全,吊車或鏟車承重足夠,吊裝運輸不得損壞表面涂漆層。
設(shè)備應(yīng)安裝在干燥通風(fēng)的環(huán)境中,遠(yuǎn)離強(qiáng)電磁干擾和腐蝕性介質(zhì)。
將設(shè)備各部分按設(shè)計圖將其固定牢靠,不得松動,以免影響其使用性能。
八、附件/易損件/備件
序號 名稱 型號 數(shù)量 制造商 備注
1 沖頭及刀口 非標(biāo) 4 自制
2 滾珠絲杠 C-BSSH2510-800 1套 MISUMI
3 氣動鉆安裝扳手 YBLX-ME/8112 1 巨霸
九、提供資料
9.1 設(shè)備三維圖
9.2 設(shè)備二維圖
9.3 氣動系統(tǒng)圖
9.4 電氣原理圖
9.5 重要外購件的說明書、合格證
附錄1:電氣原理圖
主電路原理圖
伺服電機(jī)原理圖
伺服控制器原理圖
PLC輸入原理圖
PLC輸入原理圖
PLC輸出原理圖1
PLC輸出原理圖2
PLC輸出原理圖3
模擬量輸入電路
電控柜
原件布局圖




 紗筒轉(zhuǎn)運車RGV小車3D模型圖紙_So
紗筒轉(zhuǎn)運車RGV小車3D模型圖紙_SolidW
紗筒轉(zhuǎn)運車RGV小車3D模型圖紙_So
紗筒轉(zhuǎn)運車RGV小車3D模型圖紙_SolidW
 非標(biāo)自動化筆記本鎖螺絲機(jī)3D模型
非標(biāo)自動化筆記本鎖螺絲機(jī)3D模型_Sol
非標(biāo)自動化筆記本鎖螺絲機(jī)3D模型
非標(biāo)自動化筆記本鎖螺絲機(jī)3D模型_Sol
 自動化折彎激光焊接設(shè)備3D模型_S
自動化折彎激光焊接設(shè)備3D模型_Solid
自動化折彎激光焊接設(shè)備3D模型_S
自動化折彎激光焊接設(shè)備3D模型_Solid
 A10-Tray自動上料抓取工位3D模型
A10-Tray自動上料抓取工位3D模型_Sol
A10-Tray自動上料抓取工位3D模型
A10-Tray自動上料抓取工位3D模型_Sol